



 扫一扫
扫一扫
碳钢衬塑管道,不锈管衬塑管,给水衬塑管道的技术指标
一、衬塑管道工作压力:≤1.6mPa,承受负压,介质温度:-40℃~110℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 4mm DN125~200 5mm DN250~DN400 6mm。
二、衬塑管道技术要求:
1、设备制造验收规范按HGJ92-90标准、GHJ33-91标准;
2、设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;
3、设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;
4、选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。
碳钢衬塑管道,不锈管衬塑管,给水衬塑管道的使用温度
1 、钢衬聚丙烯管(GSF.PP)的介质工作温度:-20℃~105℃
2、钢衬聚氯乙烯管(GSF.PVC)的介质工作温度:-15℃~65℃
3、钢衬聚乙烯管(GSF.PE)的介质工作温度:-20℃~80℃
4、钢衬聚烯烃管(GSF.PO)的介质工作温度:-15℃~110℃
5、钢衬聚四氟乙烯管(GSF.F4)的介质工作温度:-100℃~250℃
衬塑管道钢衬塑复合管厂家工艺先进")
衬塑管道钢衬塑复合管厂家工艺先进")
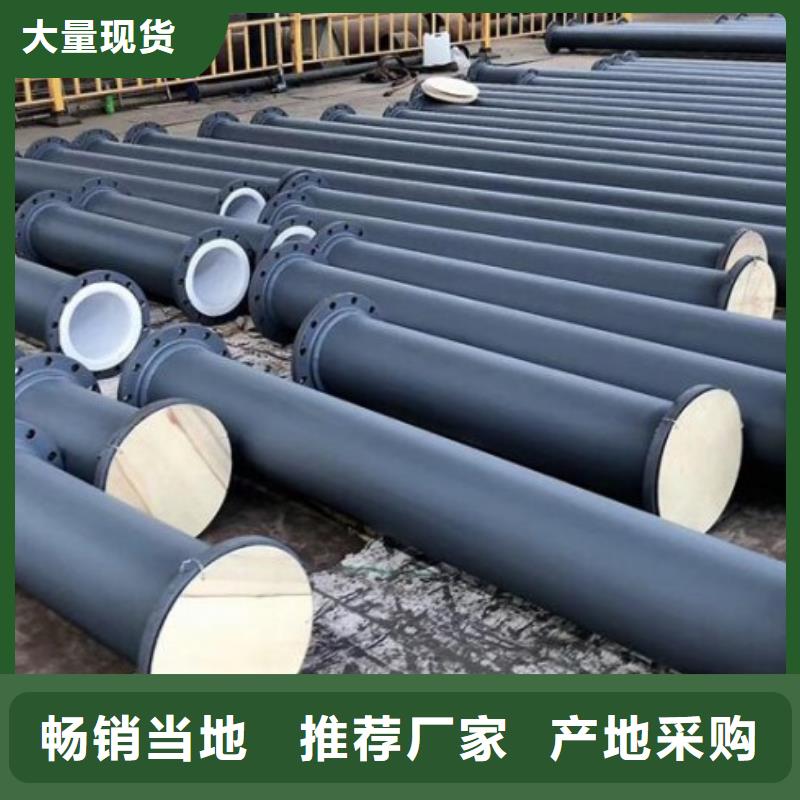
衬塑管道生产过程中注意事项:
粉末状遍布匀称,震动小;假如原材料过多,应立即清除整洁,防止粗糙度或薄厚不匀,危害工艺性能的溶体流动性印痕。
在冷轧成形和制冷全过程中,应随时随地查验工艺性能,立即修补缺点。時间超出二十分钟(已凝结),严禁修补。
表层略不光滑或略波动平整,可选用火苗或热处理炉匀称加温,但防止因部分温度过高或烧黄。
衬塑管道钢衬塑复合管厂家工艺先进")
衬塑管道钢衬塑复合管厂家工艺先进")
衬塑管道钢衬塑复合管厂家工艺先进")
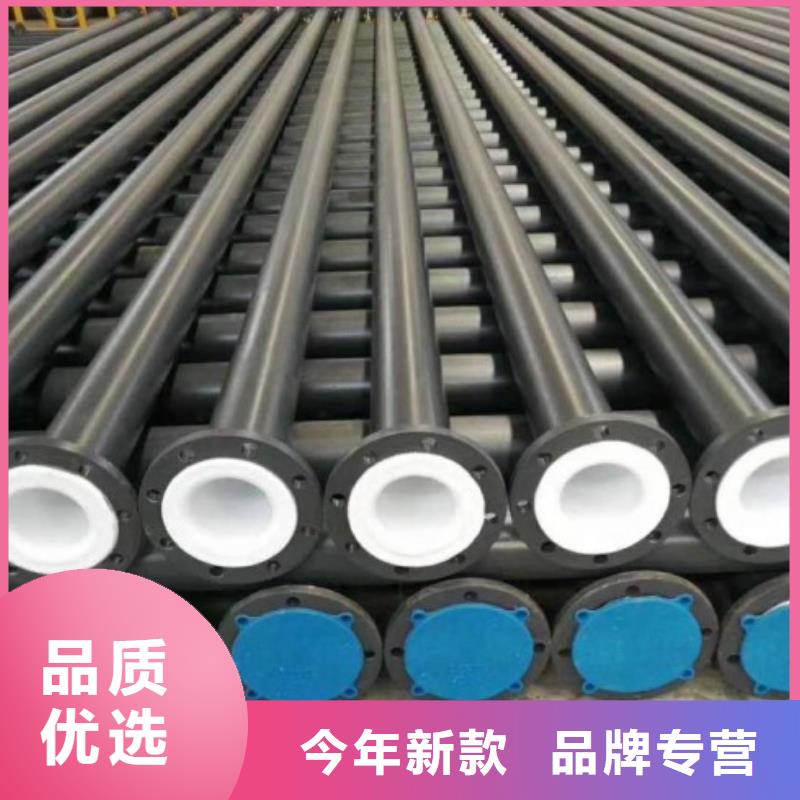
无缝衬塑钢管
无缝衬塑钢管的制作 按塑胶与基体结合的工艺,钢塑复合中空材料包括钢涂塑或钢衬塑。钢涂塑指塑胶喷涂在钢构件的外表面,层厚较厚,般在1-5mm之间;钢衬塑指钢构容器内表面添加层塑胶,层厚在5-10mm以上。工艺有塑板(塑管)胶粘复合、喷涂、滚塑涂等。
埋腐技术是应用於钢构件外表面的涂塑防腐技术。它的工艺是这样的:将钢构件用火均匀加热,大致整体温度达到180℃,把它埋在塑胶粉末堆 ,由钢铁放热吸附塑胶粉末,约十分钟後,在钢构件表面形成层约与钢板等厚的塑胶层;取出工件,表面有层未熔融粉粒,用火对其扫描式加热,使之熔融成光滑的表面层。
对与产品配套的管道、管件内衬塑也可用此法。把工件均匀加热到180℃,把塑胶粉末灌满内腔,数分钟後把未熔塑胶粉末倒出来,在工件外表用火把加热,让它全部熔融,形成内表光滑的塑胶层。
上述以防护为目的的涂、衬塑,对小工件适用,但对大口径管道、大容积容器的内衬就不适合,主要原因是塑胶层在冷却收缩时产生的内聚应力,往往大於塑胶与钢铁的粘结力,会出现钢塑介面分离。而钢塑复合材料 增加钢网,把整体塑胶层的收缩内聚应力分散在网格小范围内,加上钢网焊接在钢板上,就不会因塑胶收缩而引起钢塑介面分离。
衬塑管道钢衬塑复合管厂家工艺先进")
衬塑管道钢衬塑复合管厂家工艺先进")
衬塑管道钢衬塑复合管厂家工艺先进")
纵横机械制造有限公司位于空港产业集聚区,主营【不锈钢衬塑管、】制造,厂家于2016年正式注册成立。多年以来,厂家本着为客户提供更好的【不锈钢衬塑管、】产品和服务思想,专注于【不锈钢衬塑管、】设计、制造,与全国200多个【不锈钢衬塑管、】客户建立了长期合作关系。
衬塑管道钢衬塑复合管厂家工艺先进")
衬塑管道钢衬塑复合管厂家工艺先进")
技术支持:cdlgp.com